
20180215 OfabdaETSAC uso Fresadora Alarsys v02
Los archivos de trazado han de ser generados desde el software vcarve.
20180215 OfabdaETSAC uso Fresadora Alarsys v02
Los archivos de trazado han de ser generados desde el software vcarve.
El próximo sábado 11 de Noviembre se celebrará en la Domus una nueva edición de la OSHWDem.
![]()
La OSHWDem (Open Source HardWare Demonstration) es una feria de tecnología donde se exponen inventos con un nexo común: todos ellos son proyectos libres, es decir, que sus especificaciones, esquemas y código han sido publicados, de forma que cualquiera pueda estudiarlos, entender su funcionamiento, replicarlos e incluso mejorarlos… En la OSHWDem encontrarás inventos impresionantes sobre nuevas tecnologías, robótica, arte, Internet de las cosas, electrónica, hardware, software…
20100414 BricoGeek. Como facer una cortadora láser CNC caseira
20150306 BricoGeek. 3DPBurner. Gravadora caseira imprimible
20150811. Imprimalia3d. ZelosLáser. cortadora e gravadora láser DIY.
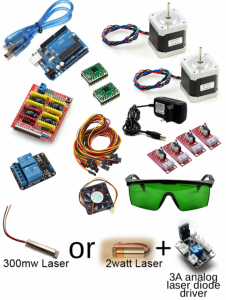
MicroSlice. Mini cortador e gravador láser
DIY. Laser Engraving & cutting for Dummies
Laser engraver from 3D printer
Endurance robot engraving/cutting machine
Makerblock Laser de corte e gravado (kit)
Software
O vindeiro martes 4 de xullo no Congreso “O Futuro da educación”
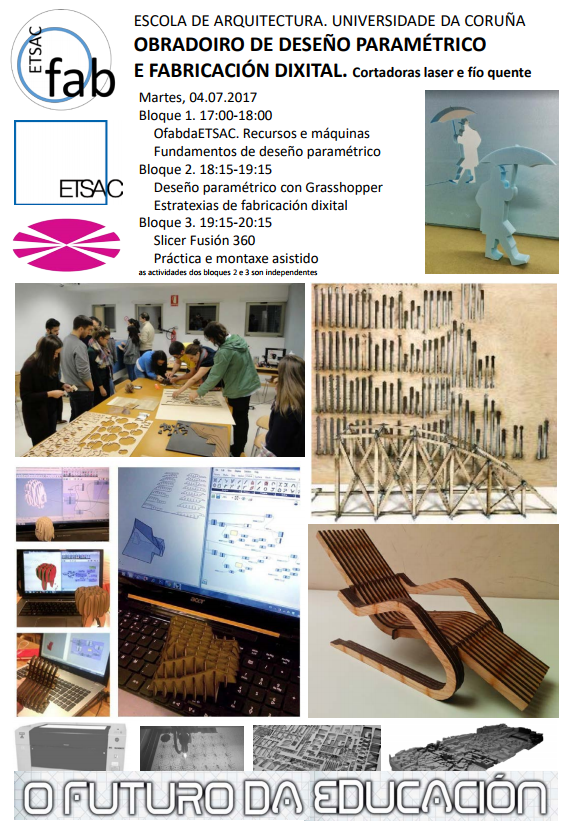
Falaremos de deseño paramétrico para a xeración e fabricación de materiais con ferramentas de corte laser e corte por fío quente.
Datos, cartel, resumos dos relatorios e programa provisional aquí

Se deberá aportar el material de corte.
Formato para corte:
El archivo se procesa desde un archivo de Coreldraw, versión X3 disponible en el #ldfab
Admite directamente los formatos .cdr (CorelDraw X3) y dxf (2000/2004), los dwg deben de ser procesados en el laboratorio.
Se entregará en la dirección de correo del laboratorio ( ldfab.etsa@gmail.com )en un ÚNICO archivo comprimido, en formato cdr, dxf o dwg con el color por capa establecido para sus elementos. El nombre del archivo deberá de estar constituido por: apellido-nombre-AnchoxAlto por ejemplo: rodriguez-juan-500×450.cdr/dxf/dwg.
No se admitirán archivos desde memorias USB o HD portátiles.
Su organización ha de ser acorde con estas condiciones de nombre de capa y color asociado:
IMPORTANTE: Siempre un recuadro de tamaño no superior a 1000x750mm. que englobe todos los objetos a procesar con sus dimensiones indicadas en milímetros, acorde con el material aportado para el corte.
Dejar un margen superior izquierdo sin ocupar de al menos 60×100 mm. para pruebas de corte.
No podrán existir otras capas distintas a las indicadas, todas estarán activas y desbloqueadas. Solo contendrán los objetos y entidades a procesar.
Cualquier archivo que incumpla estas reglas no podrá ser utilizado, perdiendo el alumno el turno reservado.
RESERVA de TURNO y TARIFAS.
Inscripción: A través del correo electrónico del taller de fabricación los Lunes, Miércoles, Jueves y Viernes o en el propio laboratorio planta sótano del Edificio de Departamentos.
Los trabajos han de ser enviados al correo electrónico (no se admite otro medio para evitar virus) del taller de fabricación en el momento de realizar la solicitud. TODOS LOS TRABAJOS DEBE DE SER REVISADOS para comprobar que tienen el formato correcto y adecuado para ser llevado a la correspondiente máquina y para REALIZAR LA ESTIMACIÓN DE TIEMPO NECESARIO PARA SU EJECUCIÓN, antes de reservar bonos y pedir turno.
Leer las entradas relativas a cada máquina donde se detalla cómo se deben de preparar los trabajos.
Es conveniente adjuntar número telefónico de contacto, pues esto puede agilizar la gestión y resolución de errores.
La no presentación en el turno reservado implica una penalización consistente en la no autorización de uso de la máquina al alumno hasta pasados al menos 15 días, o hasta la disponibilidad de un nuevo turno.

QUE OTRAS COSAS ME PUEDE VENIR BIEN SABER:
Escuela Técnica Superior de Arquitectura de A Coruña.
Aprende más en los cursos organizados periódicamente pulsando aquí -> 
El horario general de atención al público durante el curso 2016/17 * será:
Lunes, Miércoles, Jueves y Viernes de 10:00h a 14:00h.
Martes y Jueves de 16:00h a 20:00h.
Horario de los servicios:
Impresión 3D de 10:00h a 14:00h: Lunes, Miércoles y Jueves.
Fresadora CNC de 10:00h a 14:00h: Lunes, Miércoles y Jueves. Si bien, queda condicionado a las peculiaridades técnicas de este servicio.
Cortadora Láser de 16:00h a 20:00h: Martes y Jueves.
FECHA EFECTIVA DE INICIO DE LOS SERVICIOS: MIÉRCOLES 9 del 11 de 2016. Si bien podéis empezar a enviar vuestros trabajos para su revisión desde ahora.
Antes de reservar bonos, todos LOS TRABAJOS DEBE DE SER REVISADOS para comprobar que tienen el formato correcto y adecuado para ser llevado a la correspondiente máquina Y REALIZAR LA ESTIMACIÓN DE TIEMPO NECESARIO PARA SU EJECUCIÓN. Leer las entradas relativas a cada máquina donde se detalla cómo se deben de preparar los trabajos. Para ello han de ser enviados a la dirección de correo electrónico: ldfab.etsa@gmail.com
La tecnología disponible en nuestro laboratorio es la FFF (fabricación con filamento fundido) o FDM (Fused Deposition Modeling), que se caracteriza por su bajo coste, pero también es una tecnología con prestaciones limitadas.
En general los modelos Arquitectónicos clásicos, validos para la realización de un proyecto, realizar un render, etc; no son validos para imprimir directamente con tecnología FDM o FFF y es necesario realizar un modelo específico para Imprimir en 3D.
Si bien se puede tratar de “reciclar” elementos del modelo arquitectónico, especialmente fachadas y cubiertas, dependiendo de las herramientas del software de modelado empleado, esto puede ser más o menos fácil o muy difícil. Por otra parte, al tratarse de generar una vista conceptual (mas que real) del exterior, los detalles interiores son irrelevantes y solo entorpecen los procesos del software de Impresión 3D e incluso imposibilitan que se resuelvan satisfactoriamente.
Mucha gente cree que con las estructuras de soporte generadas automáticamente por el software de impresión 3D puede solucionar este problema, pero están pensadas para sostener estructuras en voladizo no para rellenar interiores.
Entonces, el modelo para imprimir con tecnología FFF debe de cumplir los siguientes requisitos:
Normativa.
Se recomienda encarecidamente que los usuarios descarguen las aplicaciones gratuitas Cura y/o Slic3r y configurar las para la Witbox 1. Con ellas podrá realizar simulaciones con las que podrá estimar los tiempos de ejecución y ver si la figura presenta algún problema. Aún así detectar ciertos problemas puede ser difícil. Por ejemplo, el programa Cura eliminará todo aquello que estime no se puede realizar y en general no genera mensajes de error, por ejemplo partes cuya escala sea inferior a la resolución de la impresora, al realizar la simulación ha de fijarse en ello.
Dirigido exclusivamente a miembros de la ETSAC.
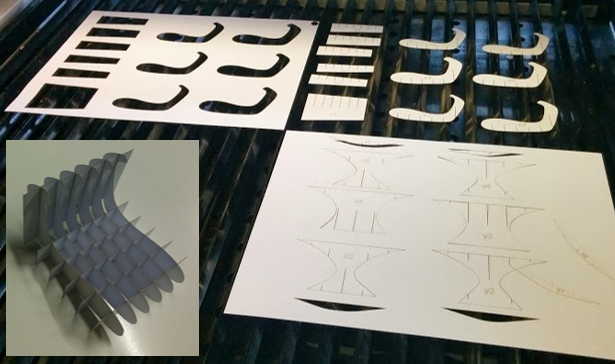
Los objetivos del curso son los de proporcionar al alumno una formación específica para la generación de ficheros de corte de forma correcta. Se incluirá formación en herramientas avanzadas de mecanizado.
Durante el curso el alumno adquirirá conocimientos que le permitan entender como puede aprovechar la información gráfica generada en el proyecto para transformarla en la información gráfica necesaria para mecanizar su maqueta en una máquina CNC de corte laser.
MATERIAL PROPORCIONADO
Imprescindible traer portátil.
Laboratorio de Fabricación Dixital.
Edificio de Departamentos de Arquitectura.
Planta -2
Consulta el estado de tu inscripción
Instrucciones para formalizar la matrícula.
Una vez realizada la preinscripción en el formulario, deberás recoger en el Taller de Fabricación Digital (16:00-21:00 solo horario de tarde) la hoja de pago, en ese momento te indicarán el plazo para que nos devuelvas la hoja una vez cumplimentada por la oficina bancaria.
Importante: la preinscripción previa en el formulario web es obligatoria antes de recoger la hoja de pago, pero no garantiza una plaza en el curso. Esta solo quedará garantizada cuando entregues la hoja de pago cumplimentada en el Taller de Fabricación Digital dentro del plazo indicado.
Si no entregas la hoja cumplimentada en el plazo indicado perderás tu plaza en el curso.